





поставщик контакта

Mr. Xuefeng Zhang
Оставить сообщение





| Цена за штуку: | USD 0.5 - 450 / Piece/Pieces |
|---|---|
| Вид оплаты: | L/C,T/T,D/P,D/A |
| Инкотермс: | FOB |
| Количество минимального заказа: | 10 Piece/Pieces |
Базовая информация
Модель: 1/2''-48''
марка: Jimeng фланец
Additional Info
Подробности Упаковки: PLT
производительность: 300T/month
транспорт: Ocean,Land,Air
Место происхождения: Хэбэй Цанчжоу
Поддержка о: 100T/Time
Сертификаты : ISO9001-2000/KS/CE
Вид оплаты: L/C,T/T,D/P,D/A
Инкотермс: FOB
Описание продукта
Если это неправильно делать тестирования перед литья под давлением, не может гарантировать квалифицированных после формирования. То есть неразрушающего контроля относится к неразрушающего контроля.

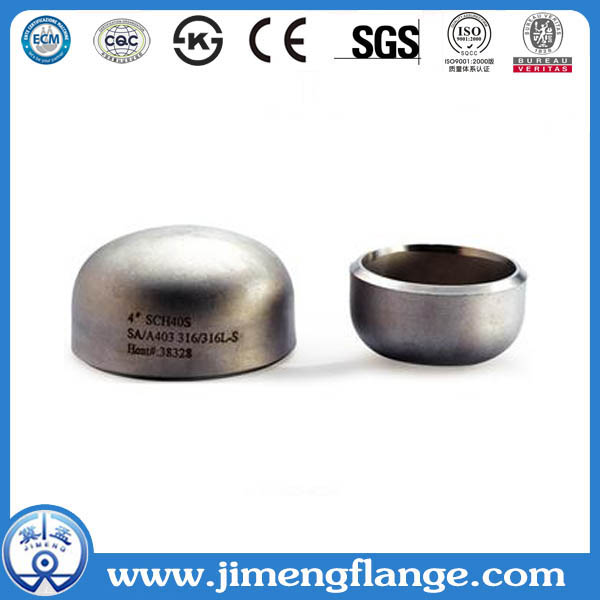
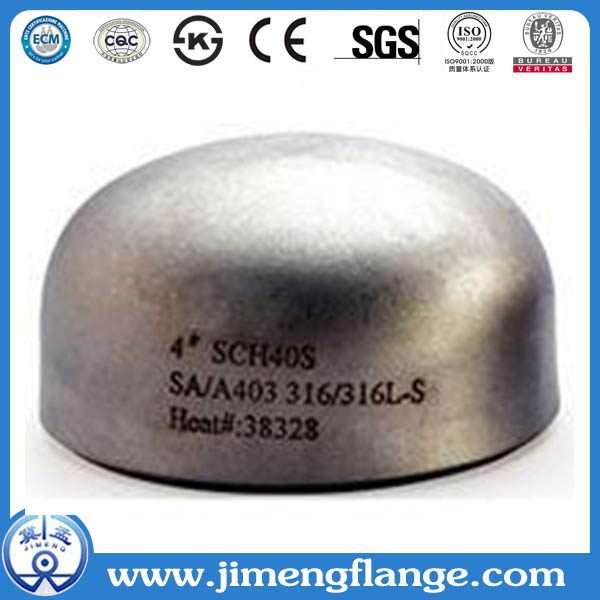
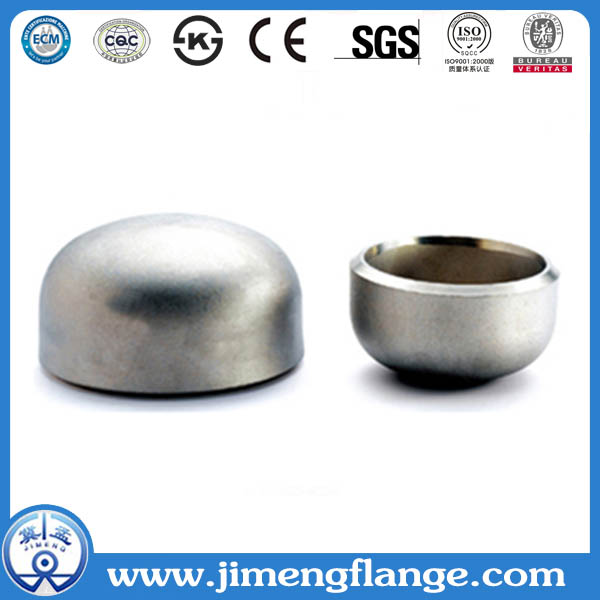
Группа Продуктов : Арматура стальная трубопроводная > Крышка из нержавеющей стали
Горячие продукты






Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.